If a packaging line misses takt time by half a second per cycle, the problem usually is not the robot alone. It may be valve response, actuator sizing, air quality, PLC timing, gripper design, or a bad handoff between stations. That is the practical answer to what is industrial automation and robotics – not a vague idea about smart factories, but a coordinated system of motion, control, sensing, and material handling built to produce repeatable results under real production pressure.
For engineers, technicians, and OEM teams, the topic matters because the line between automation and robotics is often blurred in purchasing discussions and even in system design. They are related, but they are not interchangeable. Knowing where one ends and the other begins helps with specification, troubleshooting, budgeting, and uptime.
What Is Industrial Automation and Robotics in Practice?
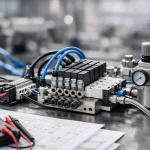
Industrial automation is the use of control systems and mechanical devices to run production processes with reduced manual intervention. That includes PLCs, sensors, HMIs, solenoid valves, pneumatic actuators, electric drives, vacuum systems, safety devices, and the logic that coordinates them. The goal is controlled, repeatable output at the required speed and quality level.
Robotics is a subset within that larger automation picture. An industrial robot is a programmable machine that can move through defined axes and perform tasks such as pick-and-place, welding, palletizing, dispensing, assembly, inspection, or packaging. A robot does not replace automation. It becomes one element inside the automation architecture.
That distinction matters on the plant floor. A conveyor with photoelectric sensors, a pneumatic stopper, and a PLC-controlled reject gate is automated even if no robot is present. A six-axis robot loading CNC machines is robotic, but it still depends on automation infrastructure around it – part sensing, guarding, valve manifolds, grippers, pressure regulation, and cycle logic.
Why the Difference Matters to Engineers and Buyers
When teams treat robotics as the entire solution, they often underinvest in the supporting hardware that determines system performance. A robot may place parts with excellent repeatability, but if the end effector has inconsistent grip force or the air prep allows moisture into the circuit, throughput and scrap rates suffer. In many installations, the robot gets the attention while the pneumatic and electro-pneumatic details decide whether the cell runs cleanly for months or becomes a maintenance burden.
For buyers, the same principle affects cost. The most advanced robot on the market will not fix poor component matching. In some applications, a simpler gantry, slide table actuator, or pneumatic pick-and-place mechanism delivers better economics, faster cycle times, and easier service. It depends on payload, reach, flexibility requirements, and how often the process changes.
The Core Building Blocks of Industrial Automation
At the control layer, PLCs and I/O govern decision-making. They read sensor inputs, execute logic, and command outputs in precise sequence. If the process needs deterministic timing and straightforward maintenance, PLC-based control remains the standard in most industrial environments.
At the motion layer, actuators, cylinders, slides, and robotic axes create physical movement. Pneumatic motion still holds a strong position where speed, simplicity, and cost efficiency matter. Electric motion gains ground where variable positioning, closed-loop control, or data-rich feedback is required. Many high-performance cells use both.
Air management is often underestimated, but it directly affects repeatability. Filters, regulators, lubricators where appropriate, stainless air prep in washdown or corrosive environments, tubing, and fittings all influence pressure stability, valve performance, and actuator life. A robot cell with poor air quality will show problems first at the gripper or tool changer, then across the rest of the system.
The sensing layer provides confirmation. Proximity sensors, pressure switches, vacuum sensors, encoders, and vision systems verify that parts are present, tools are engaged, and motion happened as commanded. Without that feedback, automation is only assumed to be working.
Where Robotics Fits Inside the System
Robots add flexible, programmable motion. They are especially useful when part orientation varies, reach is complex, or product mix changes often. A dedicated hard automation fixture may beat a robot on raw speed for one fixed task, but the robot wins when the process must adapt.
This is why robotics often makes sense in end-of-line handling, machine tending, assembly, and multi-SKU packaging. The robot can switch programs, compensate for layout constraints, and support higher product variation without full mechanical redesign. Still, that flexibility comes with trade-offs. Programming, guarding, integration, and maintenance skills become more important. If the application is simple and static, a non-robotic automated solution may be the stronger choice.
End effectors deserve special attention because they are where the robot meets the product. Pneumatic grippers, vacuum cups, soft robotic grippers, and custom EOAT designs change the economics and reliability of the cell. A high-speed robot paired with a poorly selected gripper will underperform every time. Grip force, part compliance, contamination, cycle frequency, and available air supply all matter.
Typical Applications and Real-World Use Cases
In packaging, industrial automation and robotics often work together. Pneumatic actuators index cartons, solenoid valves control diverters, vacuum systems pick film or flat materials, and robots case-pack or palletize finished goods. If uptime is the priority, component consistency matters just as much as software.
In machine tending, a robot may load raw parts into a CNC or press while pneumatic clamps secure the workpiece and sensors confirm part presence. Here, the robot handles variation in part orientation, while the surrounding automation manages precision part location and cycle interlocks.
In food, consumer goods, and fragile product handling, soft robotic grippers can widen the range of items a robotic cell can manage without damage. That changes the design equation. Instead of building multiple mechanical fingers for different SKUs, the integrator may be able to use a more adaptable end effector and simplify changeover.
In process-driven manufacturing, automation may focus less on articulated robots and more on valve control, air preparation, fluid handling, and sequenced actuation. In those environments, robotics might be limited or absent, but the operation is still highly automated.
Common Misunderstandings That Cause Problems
One common mistake is assuming more automation always means less maintenance. In reality, highly automated systems shift maintenance from manual process support to component reliability, diagnostics, and controls expertise. The labor profile changes. It does not disappear.
Another mistake is sizing components around theoretical performance instead of operating conditions. A cylinder selected for force on paper may struggle once pressure drop, side load, or speed requirements are considered. A vacuum gripper that works in testing may fail in production because the product surface varies more than expected.
There is also the issue of integration complexity. Mixing PLCs, valve banks, sensors, robot controllers, and HMIs from multiple sources can work well, but only if communication, mounting, voltage standards, and serviceability are considered early. Fast shipping on a replacement part matters, but avoiding a mismatched design matters more.
How to Evaluate an Automation or Robotics Investment
The right question is not whether to automate. For most competitive manufacturers, that decision has already been made. The better question is what level of automation creates the best return without adding unnecessary complexity.
Start with the process itself. Look at cycle time, labor dependency, quality variation, safety exposure, and changeover frequency. Then look at the physical layer – air supply quality, available space, payload, environmental conditions, and maintenance access. Only after that should the team decide whether the job needs a robot, a pneumatic handling system, an electro-pneumatic assembly, or a hybrid approach.
Cost should be measured beyond the capital number. Downtime exposure, part availability, ease of replacement, technical support, and lead times all affect total operating cost. Factory-direct sourcing can be especially valuable when a system depends on a broad mix of standard and configured components that must arrive fast and fit the application without delays.
What Is Industrial Automation and Robotics Becoming?
The direction is clear even if the path varies by industry. Systems are becoming more connected, more sensor-driven, and easier to monitor remotely. But on the hardware side, the fundamentals have not changed. Precision motion still depends on correct actuator selection. Reliable gripping still depends on stable air and well-matched tooling. Control quality still depends on sound logic and clear diagnostics.
That is why the strongest automation strategies are usually not built around one headline technology. They are built around dependable system design. A modern cell may include PLCs, smart sensors, vacuum handling, electro-pneumatic valves, and collaborative or traditional robots, but the winning factor is how well those pieces work together under production load.
For teams planning the next upgrade or troubleshooting the current one, the value is in seeing automation and robotics as a system, not as separate purchases. When motion, control, air management, and tooling are engineered together, performance gets a lot more predictable – and so does the business case.