A motion axis that looks fine on paper can still miss cycle targets on the plant floor. The usual cause is not a dramatic failure. It is a stack of smaller decisions – valve sizing that chokes cylinder speed, air prep that gets skipped, actuator guidance that cannot handle side load, PLC timing that does not match the mechanics, or tubing choices that add delay where no one expected it. In real industrial automation and motion control systems, performance comes from how well those details work together under load, contamination, temperature swings, and production pressure.
For engineers, integrators, and maintenance teams, that is the real job. Not choosing parts in isolation, but building a motion and control package that behaves predictably in demanding applications. When uptime matters, the best design is rarely the most complicated one. It is the one that gives you stable motion, repeatable timing, and serviceable hardware without creating new maintenance problems.
Where industrial automation and motion control usually go wrong
Most recurring problems show up in the handoff between disciplines. Mechanical teams may specify the correct stroke and force but overlook guide load capacity. Controls teams may tune around a sticky actuator instead of addressing contamination or poor lubrication. Purchasing may substitute fittings or tubing with the same nominal size but very different flow behavior. Each choice looks manageable on its own. Together, they produce slow response, position drift, chatter, or inconsistent cycle time.
Pneumatic motion is especially sensitive to system-level mismatches. A cylinder does not move because the catalog says it should. It moves because air volume, pressure stability, valve Cv, tubing length, fitting restriction, payload, and friction all support the motion profile. If one of those variables is off, the machine can still run, but not cleanly. That is when operators start compensating at the HMI, maintenance starts replacing parts too early, and scrap begins to creep upward.
Electric motion systems have their own version of the same problem. The servo may be sized correctly, yet the axis still overheats because the duty cycle was underestimated or because repeated starts and stops were harsher than expected. The issue is not whether electric or pneumatic is better. It is whether the chosen technology matches the application and whether the support hardware was engineered for the actual operating envelope.
Matching the motion technology to the application
There is no value in forcing every axis into a servo architecture if the application only needs fast two-position movement. The reverse is also true. If a process requires controlled acceleration, precise intermediate positioning, or synchronized multi-axis moves, a simple pneumatic axis will create limits you cannot tune away.
For clamping, part ejection, gate control, pick-and-place, and short-stroke linear motion, pneumatic actuation often remains the practical choice. It is cost-effective, fast, and durable when paired with proper air preparation and valve control. Slide table actuators and guided actuators are often the better fit than basic cylinders when moment loads or repeatability matter. That added mechanical support reduces side loading and protects service life.
When an application demands fine position control, variable speed profiles, or coordinated robotics, electric motion may justify the added complexity. Even then, pneumatics still play a critical role around the axis – grippers, vacuum circuits, locking functions, blow-off, and auxiliary handling often determine whether the cell actually performs in production.
The strongest systems usually blend technologies instead of treating them as competitors. High-performance industrial automation and motion control is about assigning the right hardware to the right motion task, then making sure the support components are not the weak link.
The hidden impact of air quality and flow path design
Clean, stable air is not an accessory. It is part of the control strategy. If moisture, oil carryover, or particulate contamination reaches valves and actuators, motion quality degrades long before total failure appears. Sticking spools, seal wear, slow exhaust, and erratic pressure response all change machine behavior.
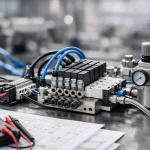
That is why air preparation should be sized and placed with intent. A filter-regulator-lubricator assembly that is too small can create avoidable pressure drop under peak demand. A unit that is oversized but poorly maintained can be just as problematic if contaminants are not drained or filter elements are not replaced on schedule. In washdown or corrosive environments, stainless steel air prep devices may be the better long-term decision because they hold up where standard assemblies start losing reliability.
Flow path design matters just as much. Engineers often focus on valve Cv, then lose performance through undersized tubing, restrictive fittings, long routing, or unnecessary elbows. On high-speed cylinders, those losses show up as delayed actuation and inconsistent speed. On vacuum circuits, they show up as weak grip and dropped parts. The fix is not always a larger valve. Sometimes it is a shorter run, a better fitting geometry, or a revised manifold layout.
Why actuator selection affects maintenance more than most teams expect
A cylinder that technically meets force requirements can still become a maintenance burden if the rod sees side load, if the stroke is longer than necessary, or if the cushioning is wrong for the cycle rate. Overtravel at end of stroke creates impact. Undercushioning drives wear. Excessive stroke invites deflection and slows response.
That is where specialty actuators earn their value. Guided actuators, compact cylinders, rodless options, slide tables, and rotary actuators exist because standard cylinders are not universal solutions. If the machine needs stable linear guidance, integrated support, or compact motion in a limited envelope, using the correct actuator architecture simplifies the whole system.
This is also where field troubleshooting gets easier. A properly matched actuator gives clearer failure signals. If motion starts changing, you can trace the issue to air supply, valve response, load change, or wear with much less guesswork. Poorly matched hardware creates mixed symptoms, and that costs labor.
Controls strategy should support the mechanics, not fight them
It is common to see a PLC program compensating for mechanical instability with timers, delays, and interlocks that keep growing over time. That approach can keep a line running, but it usually masks the root cause. If a cylinder needs extra dwell to complete stroke confirmation, ask why. The reason may be pressure decay, sticking seals, poor sensor placement, or a valve that no longer shifts cleanly.
Good controls strategy starts with realistic feedback. Reed switches and solid-state sensors need reliable mounting and repeatable target positions. Solenoids need proper voltage and protection from contamination. Valve islands should be arranged so troubleshooting is fast and replacement does not require disassembling the machine around them.
For faster machines, response consistency matters more than peak speed. A slightly slower axis with predictable timing is easier to synchronize than a faster one that varies from cycle to cycle. That trade-off matters in packaging, assembly, and material handling where one unstable move can disrupt the entire sequence.
Designing for uptime, not just startup
Many systems look successful during commissioning because the environment is controlled and every component is new. Six months later, the real operating conditions show up. Heat builds in the enclosure. Contaminants enter the air system. Operators change changeover settings. Maintenance replaces one component with whatever is available fastest. If the original design had little margin, performance drifts quickly.
That is why durable component selection and service access should be treated as performance decisions, not afterthoughts. Ready access to filters, regulators, valves, fittings, and sensors cuts downtime during routine maintenance. Standardized component families reduce spare part confusion. Catalog-driven selection with clear sizing and configuration options speeds specification and replacement.
For OEMs and plant teams, supplier breadth also matters more than it first appears. When actuators, air prep, tubing, fittings, vacuum components, PLC-related control hardware, and specialty motion devices come from a source that understands how those pieces interact, troubleshooting gets faster and substitutions get safer. VidoAir’s factory-direct approach speaks to that reality. Buyers need high-performance hardware delivered direct, but they also need technical support grounded in actual application behavior.
What better motion performance looks like on the floor
The signs are practical. Cylinders hit the same timing window shift after shift. Guided axes stop wearing out bearings early. Vacuum circuits hold parts with margin instead of barely making grip. Solenoid valves shift cleanly without intermittent faults. Air consumption becomes more predictable. Maintenance stops chasing the same soft failures every month.
That kind of stability does not come from one premium component. It comes from a system built with the right actuator style, correct air preparation, sensible flow design, clean controls logic, and enough application margin to handle real production. In industrial environments, precision is not only about exact position. It is about repeatable behavior under stress.
If your line is missing cycle targets, using too much air, or showing repeat failures in valves and actuators, the smartest next step is rarely a complete redesign. Start with the interfaces – air quality, flow restrictions, actuator guidance, valve response, and sensor reliability. Small corrections there often produce the biggest gains, and they tend to hold when production gets demanding.