A line that misses cycle time by half a second does not sound like a major problem until it runs that way for three shifts, five days a week. That is usually when the question stops being academic and becomes operational: what is industrial automation system design actually doing for throughput, quality, labor efficiency, and uptime? In practical terms, it is the coordinated use of control hardware, software, sensors, actuators, and communication networks to run industrial processes with less manual intervention and tighter repeatability.
An industrial automation system is not one product. It is a working architecture. It connects devices that sense conditions, make logic decisions, and move equipment so a machine or process performs the same task accurately, safely, and consistently. In a packaging cell, that might mean sensors detecting product position, a PLC processing the sequence, solenoid valves switching air flow, pneumatic actuators driving motion, and an HMI giving operators status and control.
What is industrial automation system architecture?
If you strip away the jargon, the architecture is straightforward. Inputs tell the system what is happening. The controller decides what should happen next. Outputs make it happen. Feedback confirms whether the result matches the command.
That sounds simple because, at the block-diagram level, it is. The complexity comes from real production conditions. Parts vary. Air quality changes. Loads shift. Operators intervene. Equipment upstream and downstream rarely behave perfectly. A properly specified automation system accounts for these variables instead of assuming ideal conditions.
In discrete manufacturing, industrial automation often focuses on repeated machine actions such as clamping, indexing, sorting, pressing, pick-and-place, labeling, and inspection. In process applications, it may center on pressure, temperature, flow, or level control. The hardware mix changes, but the objective stays the same: stable output with measurable control.
Core components of an industrial automation system
Most systems are built from a set of familiar layers. At the field level, sensors detect position, pressure, proximity, temperature, vacuum, or part presence. These devices convert physical conditions into signals the control system can interpret.
The controller is usually a PLC, though some machines use PACs, dedicated motion controllers, or embedded control platforms. The controller executes logic based on inputs, timing, interlocks, and safety conditions. It is the decision engine of the machine.
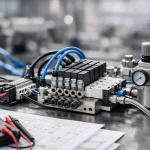
Outputs then drive physical action. This is where many industrial buyers focus, because component quality directly affects machine performance. Solenoid valves control pneumatic flow. Actuators create linear or rotary motion. Air preparation units regulate pressure, remove contaminants, and protect downstream components. Tubing and fittings carry compressed air where it needs to go. Vacuum components support pick-and-place and material handling. In electro-pneumatic systems, electrical signals trigger pneumatic movement with fast, repeatable response.
The operator layer typically includes HMIs, indicator lights, pushbuttons, and alarms. This layer matters more than many teams expect. A system that is technically capable but hard to diagnose will still create downtime.
Then there is the communication layer. Industrial Ethernet, fieldbus protocols, remote I/O, and device-level communication tie the machine together. The goal is not just connectivity for its own sake. It is faster diagnostics, cleaner integration, and better control visibility.
How an industrial automation system works in real production
A good way to understand automation is to follow one cycle. A sensor detects a workpiece entering a station. The PLC confirms the station is clear and energizes a solenoid valve. The valve directs compressed air to a cylinder. The actuator extends and positions the part. Another sensor confirms end-of-stroke. The controller then triggers the next action, such as inspection, fastening, filling, cutting, or transfer.
That sequence may run hundreds or thousands of times per shift. The reason automation matters is not just that it replaces manual action. It does so with timing discipline, interlocks, and repeatability that manual processes usually cannot maintain at the same rate.
Closed-loop control adds another level. Instead of simply commanding motion, the system monitors the result and adjusts. That can mean checking pressure before a clamp sequence, verifying vacuum pickup before transfer, or adjusting speed based on sensor feedback. Not every application needs advanced closed-loop control, but in demanding processes it improves consistency and reduces scrap.
Why manufacturers invest in automation
Most facilities do not automate because it sounds modern. They automate because the numbers force the decision. Labor constraints, output targets, quality variation, and downtime all create pressure to improve process control.
Industrial automation can increase throughput by reducing manual handling and shortening cycle time. It can improve quality by producing more consistent motion, force, and sequence timing. It can reduce safety risk by removing operators from repetitive or hazardous actions. It can also improve traceability when machine states, alarms, and production events are captured through the control system.
That said, the value depends on application fit. A highly variable low-volume process may not justify full automation. A semi-automated cell with targeted pneumatic motion, basic PLC control, and operator-assisted steps may provide a better return than a fully automated line. The right answer is often a system matched to the actual production constraint, not the most complex option available.
Common types of industrial automation systems
Not all automation systems are built the same way. Fixed automation is designed for high-volume, repetitive production where the sequence rarely changes. Programmable automation supports batch changes and product variation through logic updates and recipe control. Flexible automation goes further, supporting faster changeovers and more adaptive operation.
You will also hear systems described by technology. Pneumatic automation uses compressed air for motion and switching, often favored for speed, simplicity, and clean operation in many machine functions. Electrical automation relies on motors, drives, and electromechanical devices. Many modern machines are hybrid by design, combining PLC control, electric sensing, and pneumatic actuation because that mix offers the best balance of cost, responsiveness, and maintainability.
What matters when specifying an industrial automation system
This is where projects succeed or get expensive. The first question is not which controller brand or actuator series to choose. It is what the machine must reliably achieve. Required force, stroke, speed, duty cycle, environmental exposure, utility quality, available panel space, and safety requirements all shape the system.
Compressed air quality is a common example. Teams may focus on cylinder sizing and valve Cv while underestimating the impact of moisture, contamination, or pressure instability. Poor air preparation can shorten component life, create inconsistent motion, and increase maintenance calls. In demanding applications, the supporting hardware is not secondary. It is part of the performance equation.
Integration also deserves attention early. A component that looks cost-effective on paper may become expensive if it complicates wiring, mounting, control logic, or replacement planning. Engineers and buyers usually get better outcomes when they evaluate the system as a package rather than sourcing each device in isolation.
For OEMs and integrators, lead time matters almost as much as specification accuracy. A well-designed machine still slips if critical valves, PLCs, fittings, or specialty actuators are unavailable. That is one reason industrial buyers often prefer broad-line suppliers that can support standard components and configured solutions from one source.
Trade-offs and limits to keep in mind
Automation is powerful, but it is not self-justifying. It adds control, repeatability, and productivity, yet it also adds dependence on component reliability, controls expertise, and maintenance discipline. A poorly supported automated machine can create a different kind of bottleneck.
There is also a cost trade-off between initial simplicity and long-term flexibility. A minimal control scheme may lower upfront spend, but if the machine needs diagnostics, future expansion, or product changeovers, that lean design may become restrictive. On the other hand, overspecifying every device can burden a project with unnecessary cost and complexity. Good system design is usually a balance between present production needs and realistic future requirements.
What is industrial automation system value for buyers and engineers?
For engineers, the value is control. For plant managers, it is uptime and output. For procurement teams, it is consistency of supply, predictable replacement, and total cost over the equipment life cycle. Those viewpoints are different, but they meet in the same place: the system has to perform in real operating conditions, not just in a schematic.
That is why the strongest automation solutions are usually built around application fit, durable components, and technical support that is available when a machine is down or a design needs adjustment. VidoAir works in that reality every day, supplying pneumatic and electro-pneumatic components that keep automated equipment moving with the precision, durability, and delivery speed industrial operations expect.
When someone asks what is industrial automation system, the most useful answer is not a textbook definition. It is this: a well-engineered way to turn process intent into repeatable machine performance. If the system helps your operation run safer, faster, and with fewer surprises, it is doing its job.