If a packaging line stops because one cylinder drifts out of position or a valve reacts late, the question stops being academic. What is control and automation? In a plant, it is the difference between repeatable output and constant intervention, between a stable process and a line that only runs well when the right technician is standing next to it.
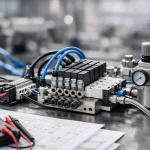
For industrial teams, control and automation is not a single product category. It is the coordinated use of hardware, logic, and feedback to make machines and processes operate predictably with less manual input. That includes PLCs, sensors, solenoids, air preparation, pneumatic actuators, tubing, fittings, vacuum components, and the decision logic that ties them together.
The basic idea is simple. A system detects a condition, decides what should happen next, and executes an action. In practice, that can be as straightforward as extending a pneumatic cylinder when a photoeye sees a part, or as involved as synchronizing multiple axes, pressure zones, and safety states across an automated cell.
What is control and automation in industrial systems?
Control is the part that manages behavior. It compares what is happening to what should be happening, then adjusts outputs to keep the system within target conditions. Automation is the layer that lets those actions occur automatically, repeatedly, and with minimal operator involvement.
In manufacturing, the two are tightly linked. You rarely have useful automation without control, because a machine needs rules and feedback to respond correctly. You also rarely have modern control without some degree of automation, because once logic is defined and hardware is installed, repetitive decisions are handed off to the system.
A simple pneumatic example makes this concrete. A sensor detects a part at a fixture. The controller checks whether clamping pressure is available and whether the previous cycle has cleared. If conditions are correct, it energizes a solenoid valve, air flows to the actuator, the clamp closes, and another sensor confirms end position. If the confirmation never arrives, the controller can stop the cycle, trigger an alarm, or move to a safe state.
That sequence is control and automation at work. Detection, logic, action, and verification all matter. Remove any one of them and system reliability drops fast.
The building blocks of control and automation
Most industrial systems are built from a small set of core functions. Inputs tell the system what is happening. Control logic decides what to do. Outputs perform the action. Feedback confirms the result.
Inputs usually come from sensors and switches. These devices detect presence, pressure, position, flow, temperature, or vacuum level. In a pneumatic system, pressure switches and cylinder position sensors are especially valuable because they reveal whether the machine actually did what the program expected.
The controller is commonly a PLC, though relay logic, dedicated motion controllers, and embedded controls are also used. The controller processes input states, applies programmed rules, timing, and interlocks, then sends commands to outputs.
Outputs are the devices that change the process. Solenoid valves shift air flow. Actuators create motion. Vacuum generators pick and place parts. Motor starters, drives, and heaters may also be part of the same system depending on the application.
Then there is the supporting hardware that often gets overlooked until performance falls off. Air preparation devices, regulators, filters, lubricators, tubing, and fittings directly affect response time, consistency, and component life. A well-written PLC program cannot compensate for wet air, pressure drop, undersized flow paths, or a leaking fitting.
Why control quality matters more than basic automation
Many plants already have automated equipment, but not all of it is well controlled. That distinction matters.
A machine can be automated and still be unstable. It may cycle automatically, but if actuator speed varies with pressure fluctuations, if valves are oversized or undersized for the load, or if sensor placement creates false signals, the process becomes unpredictable. Operators start adding manual workarounds. Maintenance spends time chasing intermittent faults. Scrap rises, and throughput becomes hard to forecast.
Good control brings discipline to the system. It reduces variation, protects equipment, and makes troubleshooting faster because cause and effect are easier to trace. That is why experienced engineers usually focus less on the word automation and more on response time, repeatability, diagnostics, and failure behavior.
For example, adding a cylinder to automate a gate is easy. Making sure it moves at the right speed, stops in the right place, confirms position, and fails safely during pressure loss is the control problem. That is where component selection and system design start to separate a production-ready machine from a prototype.
Open loop vs closed loop control
One of the most useful ways to understand what is control and automation is to look at open loop and closed loop systems.
Open loop control sends a command without checking the result. If a timer tells a valve to energize for one second, the system assumes the actuator moved as expected. This can work for simple, low-risk tasks where variation is limited.
Closed loop control uses feedback to verify and adjust performance. A position sensor confirms cylinder extension. A pressure sensor checks clamp force. A temperature transmitter tells the controller whether heating output needs to increase or decrease. Closed loop designs are usually more reliable in demanding applications because they respond to real conditions instead of assumptions.
The trade-off is cost and complexity. Closed loop systems need more sensing, more programming, and more thought around fault handling. But for processes where quality, safety, or uptime matter, that added complexity often pays for itself quickly.
Where pneumatics fit into control and automation
Pneumatics remain a practical choice for many automated systems because they offer fast motion, simple mechanical design, and favorable cost for repetitive tasks. They are especially effective for clamping, indexing, diverting, lifting, part ejection, and pick-and-place support functions.
But pneumatic automation only performs well when the control side is treated seriously. Valve response, actuator sizing, available pressure, flow capacity, and air quality all shape cycle time and repeatability. A cylinder that is technically large enough may still underperform if the valve cannot deliver enough flow or if the tubing creates restriction.
This is where experienced component matching matters. Solenoids, air prep, specialty actuators, vacuum devices, and PLC integration need to be selected as a system, not as isolated line items. In real applications, the weak link is often not the actuator itself. It is contaminated air, a poor control sequence, inconsistent supply pressure, or a sensing gap that leaves the controller blind during critical steps.
Common misconceptions engineers run into
One common misconception is that automation always reduces flexibility. Sometimes it does, especially when a machine is designed too narrowly. But well-designed control systems can actually improve flexibility by allowing recipe changes, adjustable timing, sensor-based decisions, and modular machine behavior.
Another misconception is that more automation automatically means less maintenance. Not necessarily. Automation changes the maintenance profile. You may reduce manual wear points and operator variability, but you add sensors, wiring, logic, and higher expectations for system precision. The goal is not zero maintenance. It is more predictable maintenance and fewer disruptive failures.
A third misconception is that controls problems are software problems. Many are not. Intermittent pneumatic faults, pressure instability, sticky valves, vacuum leaks, and poor component sizing can all look like logic errors. Strong troubleshooting starts by separating command issues from physical response issues.
What good industrial automation looks like
In a well-executed system, machine behavior is predictable, diagnostics are clear, and component performance is matched to the application. Operators do not need to guess why a station stopped. Maintenance can identify whether the issue is a sensor state, an air supply problem, or an output device failure. Engineers can make cycle changes without creating hidden instability.
That usually comes from a few practical design choices: clear feedback points, sensible interlocks, stable air management, and components selected for actual load and duty cycle rather than catalog minimums. It also comes from sourcing hardware that is available, consistent, and supported when an application needs adjustment or replacement.
For manufacturers and integrators, that is where supplier quality starts to matter. A broad portfolio helps, but support matters just as much when the application includes custom actuator strokes, electro-pneumatic control requirements, or unusual packaging constraints. VidoAir serves that part of the market well because industrial buyers often need both standard components and configured solutions delivered direct, without long delays.
Why this matters on the plant floor
Control and automation is ultimately about reducing uncertainty. It gives a machine a repeatable way to sense conditions, make decisions, and act on them. Done well, it improves throughput, consistency, and equipment life. Done poorly, it adds hardware without solving the real production problem.
For engineers and technicians, the best approach is usually not asking whether a process can be automated. It is asking what level of control the process needs, what feedback is required, and what happens when something does not go as planned. Those answers shape everything from PLC logic to valve choice to air preparation.
The right system is rarely the most complicated one. It is the one that delivers stable performance, clear diagnostics, and practical serviceability under real operating conditions. That is the standard worth designing for.