
A pick head that runs perfectly on flat cartons can turn into a bottleneck the moment the line switches to pouches, trays, or irregular food packs. That is where the real vacuum grippers vs soft grippers decision starts – not in theory, but at the point where uptime, scrap, and cycle time are on the line.
For engineers and integrators, this is rarely a question of which technology is better overall. It is a question of what fails first in the actual application. If the part surface is inconsistent, vacuum can lose grip. If the cycle target is aggressive, a soft gripper may add complexity or limit throughput. The right choice comes from matching gripping physics to part variability, line speed, sanitation needs, and integration constraints.
Vacuum grippers vs soft grippers in real production
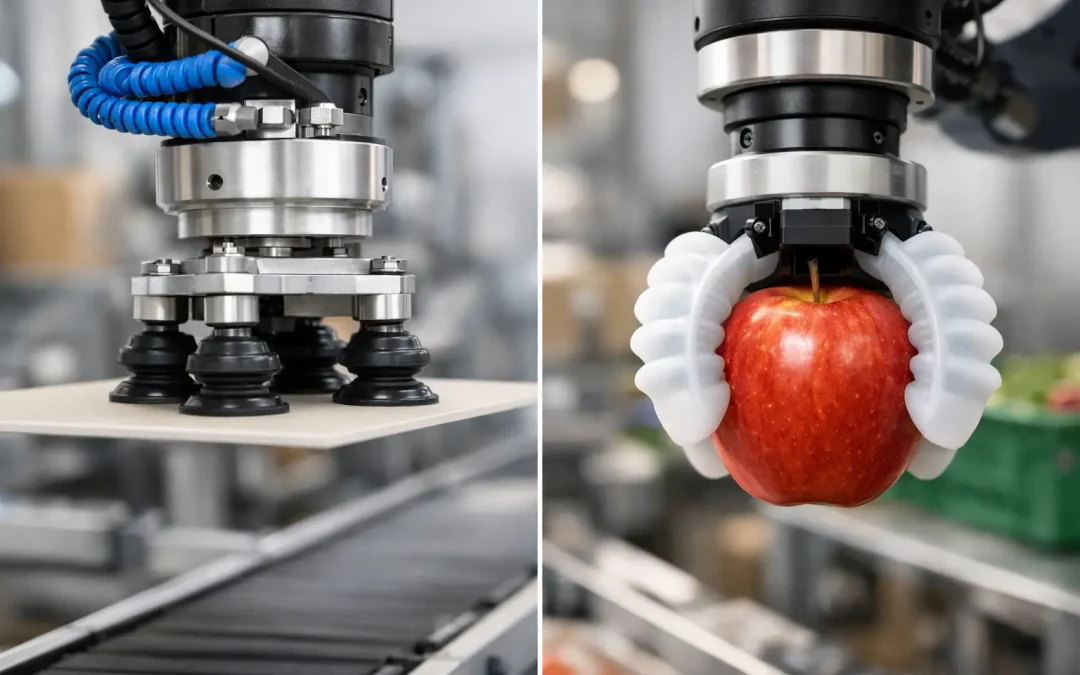
Vacuum grippers are still the default answer in many automated pick-and-place cells because they are fast, simple, and easy to scale. A suction cup, vacuum generator, and a few control components can create a compact handling system for cartons, sheets, sealed bags, labels, glass, and machined parts. When the target surface is predictable, vacuum is hard to beat on speed and repeatability.
Soft grippers solve a different class of problem. They are built for parts that bruise, deform, vary in shape, or cannot tolerate concentrated contact stress. Produce, baked goods, medical components, flexible packaging, and fragile consumer products often fit here. Instead of relying on surface seal quality, a soft gripper conforms around the part and distributes force more gently.
That difference matters because most gripper problems do not come from nominal part dimensions on a drawing. They come from warped trays, dusty surfaces, wet film, part-to-part variation, and changeovers that push a handling system outside its comfortable operating window.
Where vacuum grippers win
If your process is built around speed and part consistency, vacuum usually gives the cleaner solution. The hardware package is straightforward, response time is fast, and the control logic is familiar to most automation teams. For flat or mildly contoured parts, a properly sized vacuum system can deliver stable picks with minimal mechanical complexity.
Vacuum also integrates well into high-density tooling. Multi-cup arrays can pick multiple parts at once, and zoned vacuum circuits can handle different product footprints with relatively little redesign. In packaging, sheet handling, and electronics transfer, that flexibility can reduce tooling cost while keeping cycle time tight.
Another advantage is access and clearance. A vacuum cup can pick from the top with very little side access, which helps in tightly nested products or conveyor-based orientation where fingers would interfere. For OEMs trying to keep end-of-arm tooling light and compact, vacuum often supports a better payload-to-tooling ratio than larger mechanical or soft gripping assemblies.
That said, vacuum performance depends on seal integrity. Porous materials, heavily textured surfaces, leakage around edges, and contamination all reduce available holding force. Engineers sometimes compensate with larger cups or higher vacuum levels, but that can create its own issues, including part marking, excessive energy use, or unstable release.
Where soft grippers win
Soft grippers become valuable when part variability is the rule, not the exception. Their core advantage is controlled compliance. Instead of asking the product to present a reliable sealing surface, the gripper adapts to geometry and applies force over a broader area.
This is especially useful in food processing, consumer goods, and secondary packaging where product shape can shift from one cycle to the next. A soft gripper can often handle small dimensional variation without a tooling change, which reduces setup time and helps lines that run multiple SKUs.
They also help where cosmetic quality matters. Thin films, delicate baked items, produce, and molded components with sensitive finishes may not tolerate a cup pulling at one point or a rigid jaw pressing on an edge. A soft gripper lowers that risk when it is properly matched to the product mass and surface condition.
But soft gripping is not automatically gentler in every application. If finger geometry, actuation pressure, or timing are off, the gripper can still deform or drop parts. Compliance is an advantage only when it is engineered with enough control to be repeatable.
The trade-offs engineers actually deal with
The vacuum grippers vs soft grippers comparison usually comes down to five practical variables: part surface, part stiffness, cycle time, sanitation, and tooling simplicity.
Part surface is the first filter. Vacuum needs enough surface quality to create and hold a seal. Even a strong vacuum circuit struggles with highly porous, dusty, oily, or irregular surfaces. Soft grippers are less dependent on surface finish, but they need enough geometry to engage the part without slippage.
Part stiffness is next. Rigid parts usually tolerate vacuum very well, assuming the surface is suitable. Low-stiffness parts can collapse under suction or shift during acceleration. Soft grippers often perform better here because they support the part rather than pulling from one contact area.
Cycle time is often where teams make the final decision. Vacuum systems can be extremely fast, especially in repetitive top-pick applications. Soft grippers can also run quickly, but they may require more stroke, more precise approach control, or more tuning to avoid product damage. On a high-speed line, those milliseconds matter.
Sanitation can push the decision either way. Vacuum systems in washdown or food environments may need careful material selection, filtration, and moisture management. Soft grippers for hygienic applications need the same level of attention to materials, cleaning compatibility, and design simplicity. Neither technology is automatically cleaner. The details of the product contact zone and maintenance procedure determine real-world performance.
Tooling simplicity is another factor that gets overlooked during specification. Vacuum looks simple at first, but the total system may include cups, manifolds, generators, sensors, filters, tubing, and blow-off management. Soft grippers may reduce some pneumatic complexity at the contact point, but they can add mechanical design considerations around finger shape, actuation profile, and replacement wear items. Simple on paper is not always simple in production.
Common failure points before they become downtime
Most vacuum gripping failures are predictable. Leaks, cup wear, clogged filters, poor cup material choice, and inadequate flow for porous products usually show up as intermittent misses before they become stoppages. If your line sees frequent product changes, the wrong cup geometry can quietly cut reliability even when the rest of the system is sized correctly.
Soft gripper failures tend to show up differently. Instead of losing seal, they may present inconsistent grip force, slow release, finger fatigue, or poor handling of edge-case parts that fall outside nominal dimensions. In mixed-product environments, the biggest risk is often assuming one soft gripper design can cover a broader part range than it realistically can.
This is why troubleshooting should start with the part and process, not the gripper brochure. Missed picks, crushed product, and inconsistent release usually point back to acceleration profile, part presentation, contact geometry, or air control strategy.
How to choose without overengineering
Start with the part in motion, not at rest. A product that looks easy to grip in a bench test may behave differently under conveyor vibration, robot acceleration, and actual production variation. Evaluate the worst-case part, not the best sample.
If the product has a clean, repeatable surface and throughput is the top priority, vacuum is often the strongest first option. It is proven, compact, and efficient when the application fits. For cartons, flat packs, rigid trays, and many sealed packages, it remains the most practical answer.
If the product varies in shape, cannot be marked, or is easily damaged by concentrated force, soft gripping deserves serious consideration early in the design phase. It can reduce scrap and changeover pain where traditional cups or rigid jaws become inconsistent.
For some lines, the best answer is not either-or. Hybrid tooling can combine vacuum for stabilization with soft contact elements for support or orientation. That approach adds design work, but in demanding applications it can widen the acceptable process window and reduce product-specific compromise.
A strong supplier should help validate that choice with application data, not just catalog claims. That means reviewing part material, dimensions, surface condition, environment, target cycle time, and available utilities before the tooling is locked in. For manufacturers sourcing vacuum components and soft robotic grippers from one technical partner such as VidoAir, that can speed up selection and reduce mismatch between the gripping method and the rest of the pneumatic system.
The best gripper is the one that keeps production stable when the line is running real parts at full speed, not the one that looks simplest in a concept drawing. If you choose with that standard in mind, the right technology usually becomes obvious.







